
Velg det sirkelsagblad som passer til ditt behov
- Hvilken spånvinkel skal jeg velge?
- Hvilken tannprofil passer til hvilket materiale?
- Hvor mange tenner skal sirkelsagbladet ha?
- Hvordan skal pinnehullene være plassert?
Alle spørsmålene du måtte ha, finner du svar på i guiden nedenfor.
Finn feilen – feilsøking
Nederst på siden forklarer vi de vanligste årsakene til at et blad ikke skjærer ordentlig. Vi håper at oversikten kan være til hjelp neste gang du har problemer med et sagblad.
Få et godt råd med på veien
Hos Junget tilbyr vi et komplett sortiment av blader og hjelper deg gjerne med å finne akkurat det bladet som passer til ditt behov. Vi tilbyr blader i alle kvaliteter og prisklasser. Se sortimentet her.
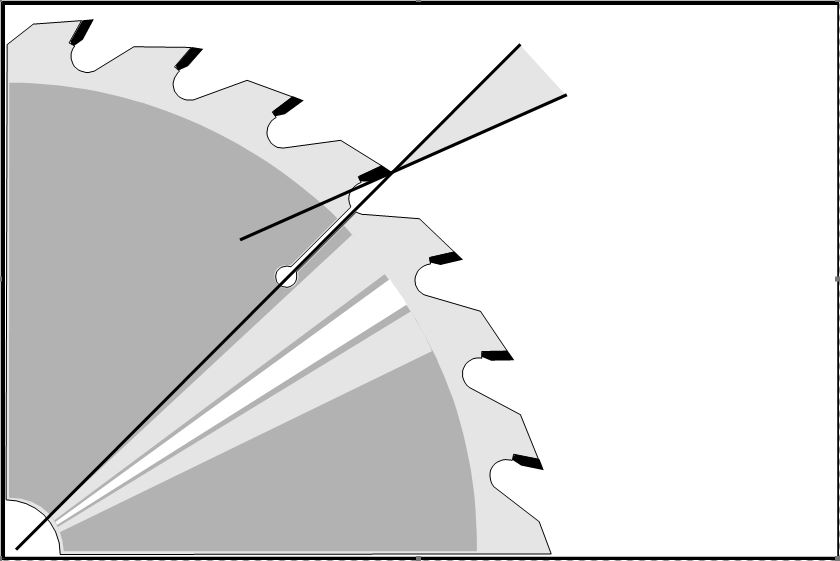
Sponvinkel
Negativ 5-10°: Kapping av tre i pendel- og parallellsag samt kantlistkapping.
Negativ 5°: Saging av aluminium, plast og laminat ved manuell fremføring.
5-7°: Saging av hard plast, finer, laminat og kryssfiner samt gjærsaging av tre og aluminium ved mekanisk fremføring.
10-15°: Kapping av tre samt formatsaging av trefiber, gips, sponplater og kryssfiner.
20°: Kapping av råtre.
25-30°: Kapping og kantsaging av råtre.
Tanntyper
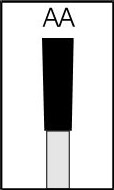 AA / FZ Flattann
AA / FZ Flattann
Brukes primært til klyving av tre, men kan også brukes til lamellsaging og kantsaging. Kan brukes med høy fremføringshastighet ved normale krav til snittkvalitet.
 BA / WZ Vekselslebet tænder
BA / WZ Vekselslebet tænder
Til kløvning og kapning af træ, plademateriale og plast.
 BD
BD
Krysslipte tenner med vekselvis front, velegnet for plate- og papirmaterialer.

BAE / WZ-FA
Krydslebne tænder med fas til tynde hårde plastmaterialer.
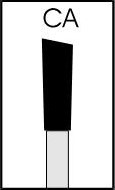 CA / ES
CA / ES
Alle tennene er skråslipte til venstre. Brukes til forrissing, tapping, kantlistkapping og formatsaging av plater, monteres sammen med sponknuser.

DA / ES
Samtlige tænder er skråslebne til højre. Anvendes til forridsning, tapning, kantlistekapning og formatsavning af plader, monteres sammen med spånknuser.
 EAXH / HZ/DZ/FZ
EAXH / HZ/DZ/FZ
Annenhver tann er spisslipt, og annenhver er flat. Alle tenner har hulslipt bryst.
Brukes til saging av lakkerte og belagte plater.
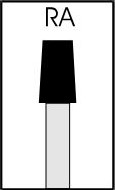
RA / KON/FZ
Flad tand med koniske sider. Et oplagt valg, som forridserklinge på en formatsav.
 EAM
EAM
For skjæring av aluminium.

EAX / FZ/DZ
Hver anden tand flad, hver anden spids,til savning af belagte plader.
EA/EAM F/v. Trapes/Flat trapes
For- og etterskjærende tenner. Annenhver tann er trapeslipt, og annenhver er rettslipt, slik at sponen deles i tre deler.
EA
Velegnet til savning af belagte og ubelagte spån-træfiber- og MDF-plader. Også egnet til bearbejdning af plast og laminat.


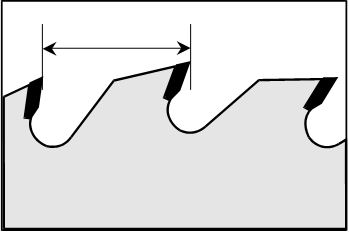
Valg av antall tenner
Tanndelingen bestemmes av tykkelsen på materialet som skal sages. Generelt gjelder at tynne materialer sages med liten tanndeling, og tykke materialer med stor tanndeling.
Minst to og maks. fire tenner skal alltid være i inngrep ved saging i massivtre. For øvrige materialer gjelder to til seks tenner.
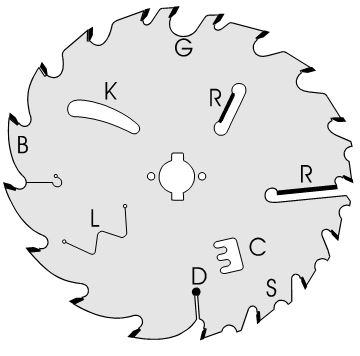
Betegnelser
Til ulike sageoppgaver finnes blader med spesialutforming. Dette angis med nedenstående betegnelser.
B = Rund rygg
C = E-kjølehull i bladkroppen
D = Kobbernagle i slitasjehullet
G = Gruppertannede blader
K = Kjølehull i bladkroppen
L = Laserspor i bladkroppen
R = Blader med rensekutt
S = Blader med rensetann
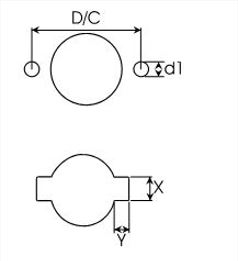
Sirkelsagblader med pinnehull
Pinnehull:
- Antall pinnehull
- Pinnehullets diameter (d1)
- Delingssirkel (D/C)
Kilespor:
- Antall kilespor (K)
- Kilesporets bredde (X)
- Kilesporets dybde (Y)
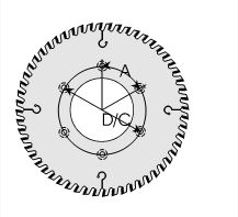
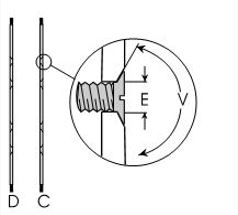
Blader med skruehull
Ved bestilling av disse bladene bør tegning alltid vedlegges. Hvis ikke, må følgende angis:
- Fabrikant av knuseren etc.
- Antall skruehull (S) og innbyrdes posisjoner (A)
- Skruehullets delingssirkel (D/C)
- Skruehullets forsenkning, høyre (C) eller venstre (D), med bladet vendt slik at tennene i overkant peker mot deg
- Skruehullets forsenkningsvinkel (V), alternativt mål (E)
- Skruens dimensjon (f.eks. M6, M8)
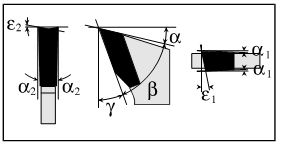
Vinkelbetegnelse
α= Frivinkel
β= Kilevinkel
γ= Sponvinkel
α1= Tangentiell slipevinkel
α2= Radiell slipevinkel
ε1= Akselvinkel
ε2= Bakfasvinkel
Feilsøking - Når noe går galt
Vibrasjoner i bladet - dårlig snitt:
- Dårlige lager i spindelen, ujevne flenser eller mellomringskiver, feil senterhull, ubalanse i bladet
Brennemerker på stambladet med ensartede punkter
- Ujevne kutt, spindelen slår, bladet er ikke plant
Brennemerker på stambladet med ring av punkter
- Feil spenning i bladet, innføring ikke parallell, feil spalteklinge
Bladet gir et perfekt snitt i begynnelsen, men begynner å variere etter en times saging
- Feil spenning i bladet, innføring ikke parallell
Sprekker i sponrom eller spor
- Bladet er sløvt, for små sponrom, for mange tenner, feil innføring/tann
Brudd på tannhalsen
- Feil høydejustering av bladet, bladet står for høyt over materialet, for høy innføringshastighet, feil sponvinkel (ved saging av metaller)
Bladet gir et riktig snitt, men avkastet er for ujevnt
- For få tenner, for høy innføringshastighet, bladet er sløvt
Bladet etterlater spor i arbeidsstykket
- En eller flere tenner har større skjærebredde enn de andre, feil spenning i bladet
Bladet skjærer tungt i materialet
- For mange tenner, for lav skjærehastighet, bladet er sløvt, feil sponvinkel
Bladet trekker materialet frem av seg selv
- Feil sponvinkel
Belegg av harpiks osv. på bladet
- For mange tenner, innføring ikke parallell

Kontakt verktøyteamet hos Junget. Vi gir gjerne gode råd og veiledning om valg av nye skjærende verktøy.














